

< 精密抵抗溶接の利点 >
精密抵抗溶接には様々な利点があります。
例をあげてみると、
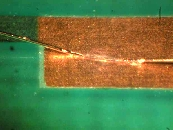
■ ダイレクトにパーツ同士を接合出来るため、様々な実装技術に応用できます。
■ 接合部の発熱はピンポイント&一瞬なので接合部周辺にほとんど影響しません。
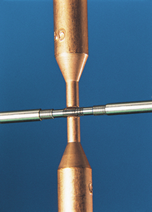
■ 部材同士を直接溶接できるため、ハンダや、ろう付けのろう等の融点以上の耐熱があります。
■ ハンダなどを使えない部分の接点溶接にも問題なく対応できます。
はんだ付けと比べてみると、
■ 接点の耐熱温度が高い
■ 接合に時間がかからない。つまり速く大量生産できる。
■ 溶接時に接合点の周りの熱影響が少ない。
■ 部材が少なくてすむ。
■ 接合部の強度が強い(※金属の種類による)
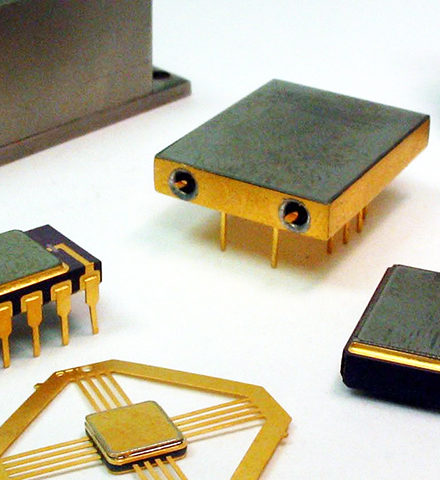
このようにハンダ付け、又はろう付けよりも優れた接合力と、様々なパーツ同士をダイレクトに溶接できるため、
広い分野の実装技術に応用できます。百聞は一見に如かず。下記のリンク先ページをご参照下さい。

弊社は、マイクロ接合、精密抵抗溶接に優れた能力を発揮できる電源、ヘッドを各種揃えているうえ、
様々な実装技術の開発に携わってきた長年の経験から、従来では不可能と思われたマイクロ接合をも可能にしてきました。
様々な精密抵抗溶接を行なう装置の一覧はこちらをご覧下さい。